Bulk Process Equipment, Bulk Solid Material Processing & Handling Equipment, Industrial Bulk Solids Material Handling Systems
|
Material Handling & Processing Equipment |

About Us | Material Handling Equipment | Solid Material Processing | Plant Services | Manufacturers | Equipment Photos | Clients | Case Studies | News | Contact Us | Home
Case Studies: Bulk Material Handling Equipment & Systems
Success Stories for I-2/BPST Customers
Case Study 1 • Case Study 2 • Case Study 3 • Case Study 4 • Case Study 5 • Case Study 6
Case Study 7 • Case Study 8 • Case Study 9 • Case Study 10
Case Study 5
New Waste Food To Organic Fertilizer Plant Buys All Process Equipment from I-2/BPST
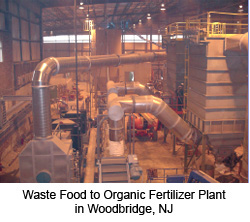 In 2009, Converted Organics built a new waste food to organic
fertilizer plant in Woodbridge, NJ. The organic fertilizer is sold
at premium price for golf courses around the tri-state area. The
chemical components in standard fertilizer kill the animals living
among the golf courses. Thus, the demand for organic fertilizers
is high with regard to turf building.
In 2009, Converted Organics built a new waste food to organic
fertilizer plant in Woodbridge, NJ. The organic fertilizer is sold
at premium price for golf courses around the tri-state area. The
chemical components in standard fertilizer kill the animals living
among the golf courses. Thus, the demand for organic fertilizers
is high with regard to turf building.
Since, 2005 a group of investors worked with I-2/BPST
engineers to select proper equipment appropriate for the
plant. I-2/BPST has supplied various clarifier tanks, Nedco
Infeed Conveyors, Witte Fluid Bed Dryer, KWS vertical Screw
Conveyors, Metalfab Feeders, Scott Continuous Blender, Fox
Eductor Pneumatic Conveying Systems, Dust Collectors,
Spiroflow Aero-Mechanical Conveyor and Express Scale
Packaging units. The Converted Organics plant produces dry
fertilizer at a rate of 5 tons/hr.
Case Study 6
Firmenich Awards I-2/BPST $5 Million+ for Complete New Caps Project
 Firmenich is an European top notch flavoring
manufacturing company in NJ, they awarded a $5m+
order to I-2/BPST, Inc. to provide a complete dry flavor
handling IBC System, Spiroflow’s Aeromechanical
Conveying system, and Nedco’s finished product
packaging system.
Firmenich is an European top notch flavoring
manufacturing company in NJ, they awarded a $5m+
order to I-2/BPST, Inc. to provide a complete dry flavor
handling IBC System, Spiroflow’s Aeromechanical
Conveying system, and Nedco’s finished product
packaging system.
Firmenich ordered Custom Powdered System’s container
blending IBC (Intermediate Bulk Container) automated wash
system to handle dry flavor in their new plant of Newark,
NJ. Due to the fragile nature of the finished product, the
presence of an explosive volatile, and required and
complex conveying distances, a Spiroflow Aeromechanical
Conveying System was selected to convey the finished
product. Nedco’s complete finished Product Packaging
System included automated carton forming equipment, belt
conveyors, pouch filler,
cardboard box filling,
Bunting Metal Detecting
System, an automated carton
closer, taping machines and a
Tawi vacuum pelletizing
system.
Case Study 7
Sara Lee Installed Spiroflow Aeromechanical Conveyor System
 To meet high production capacity and to reduce labor costs,
Sara-Lee is automating their plant operations. The old
process was to fill out the portable bins and manually move
them over to the packaging units.
To meet high production capacity and to reduce labor costs,
Sara-Lee is automating their plant operations. The old
process was to fill out the portable bins and manually move
them over to the packaging units.
The central engineering group at I-2/BPST worked closely
with Sara Lee to develop a complex Aero-Mechanical
conveying network system that could be used throughout the
plant to convery flavored coffee from various packaging unit
throughout the plant.
Since Sara-Lee could not tolerate product segregation or
degradation there was extensive testing performed proving
that the Aero-Mechanical conveyor can handle Sara Lee’s
product gently, and that The Spiroflow Aero-Mechanical
System does not
segregate of the
flavored coffee mix nor
causes product
degradation.
The complex conveyor
system has been in
operation for several
months and it reduces
product handling time
and cost, resulting in a considerably increased production
efficiency.
Case Study 8
I-2/BPST Inc. Offers Safe Products for Comax Customers
 Comax Flavor Company purchased a Bunting Magnet and
Metal Detector Combination System. They installed them under
each ribbon blender to meet HACCP regulations. I-2/BPST
provided large Rare Earth Grate Magnets on top of the ribbon
blender (3ft by 4ft) bag dump stations. The operator dumps all
ingredients through these magnets and the mixed finished
product goes through the Bunting Inline Metal Detector unit
before packaging. The combination of grate magnets at the
inlet and the metal detection unit at the outlet requires minimum
head room and provides safe products for Comax customers.
Comax Flavor Company purchased a Bunting Magnet and
Metal Detector Combination System. They installed them under
each ribbon blender to meet HACCP regulations. I-2/BPST
provided large Rare Earth Grate Magnets on top of the ribbon
blender (3ft by 4ft) bag dump stations. The operator dumps all
ingredients through these magnets and the mixed finished
product goes through the Bunting Inline Metal Detector unit
before packaging. The combination of grate magnets at the
inlet and the metal detection unit at the outlet requires minimum
head room and provides safe products for Comax customers.
Comax also had
problems with their
air mixers which
were too low in
power and taking too
long to mix. For thick
flavors, the mixers
would not work at all.
I-2/BPST proposed a
6HP heavy duty air
motor with 1.5” thick shaft and its proprietary high flow double
mixing propellers to solve the problem.
![]()